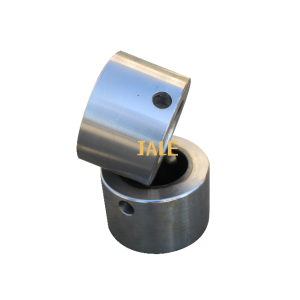
Po hartowaniu i odpuszczaniu sworzeń poddawany jest hartowaniu indukcyjnemu o średniej częstotliwości, co zapewnia odpowiednią wytrzymałość rdzenia i odporność powierzchni zewnętrznej na zużycie.
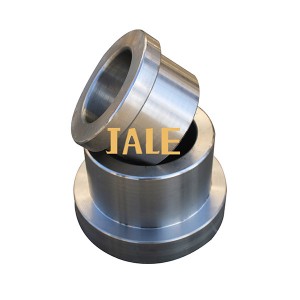
Po nawęglaniu tuleja sworzniowa poddawana jest wewnętrznemu i zewnętrznemu hartowaniu indukcyjnemu częstotliwością średnią, co zapewnia odpowiednią twardość rdzenia i odporność na zużycie powierzchni wewnętrznych i zewnętrznych.